Need help with Hardwood Flooring?
REFINISHING
We provide refinishing services to keep your floor beautiful and durable.
BEAUTIfUL & DURABLE
We use finishes and techniques you won’t find at your local box store. Our quality is unsurpassed.
Our Refinishing Services
The utilization of professional dust control on your refinishing project helps us maintain a clean jobsite and produce an impeccably refinished floor for you to enjoy. We will use only professional quality floor finishes on your freshly refinished floor. We are comfortable using diverse finishes, from oil base polyurethane to natural floor oils.
We have mastered the application arguably the most difficult finish to apply, Water Based Polyurethane, in order to be able to offer our clients the ultimate standard in site-finished durability, convenience, and low odor.
The finishes used by H & H Hardwood are not available at your local box store, and their beauty and durability are unsurpassed.
Click here for links to some of the finishes available to you:

Style, Thickness, Width, and Length

American Cherry 1
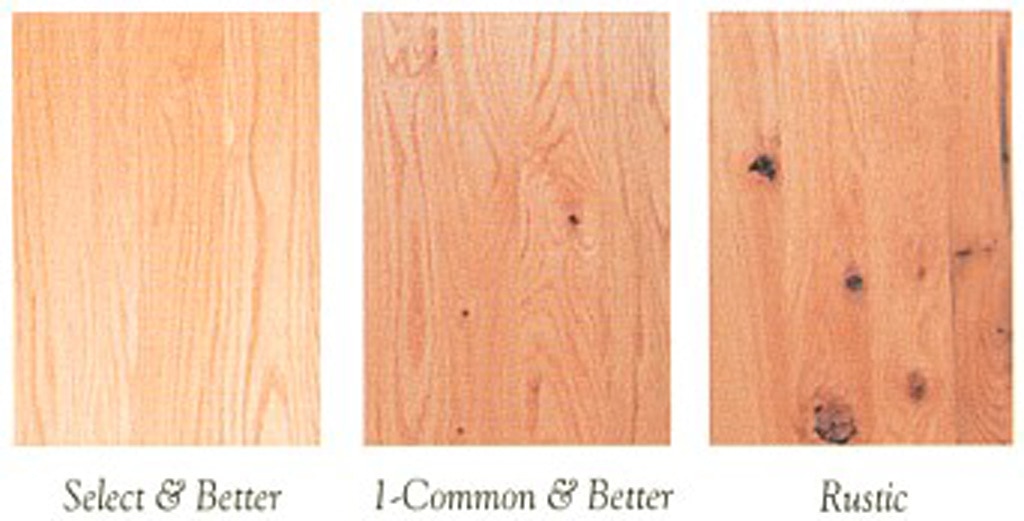
Flooring Grades #2

Northern Ash

Beech 1

Beech 2

Black Walnut 1

Black Walnut 2

American Cherry 2

American Cherry 3

Hard Maple 1

Hard Maple 2

Hickory 1

Hickory 2

Poplar 1

Poplar 2

Red Oak 1

Red Oak 2

Maple 1

Maple 2

Hickory
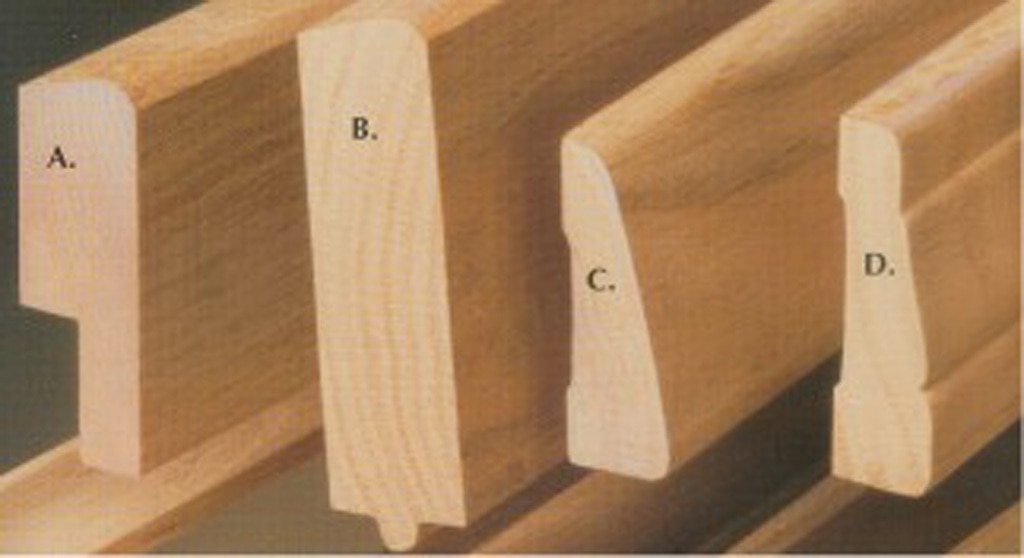
Molding Styles #1
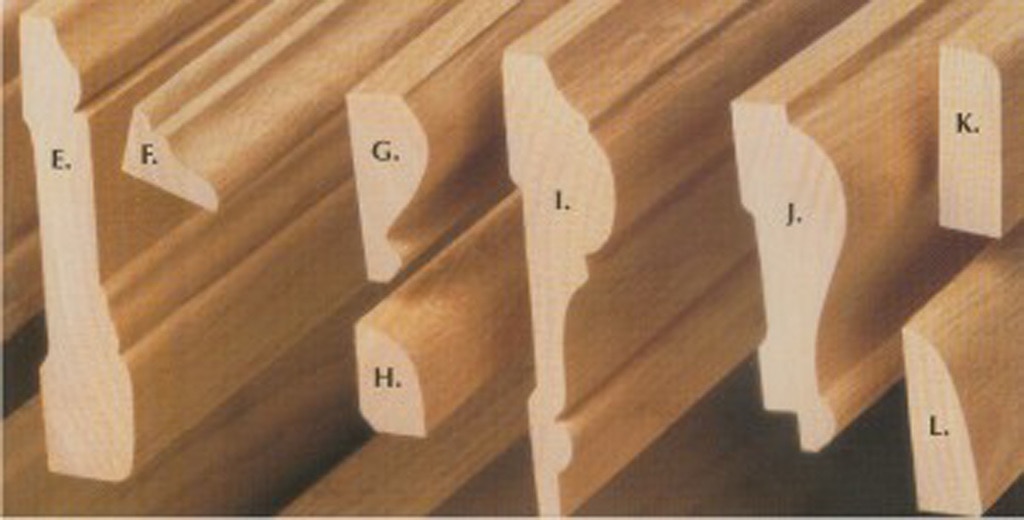
Molding Styles #2
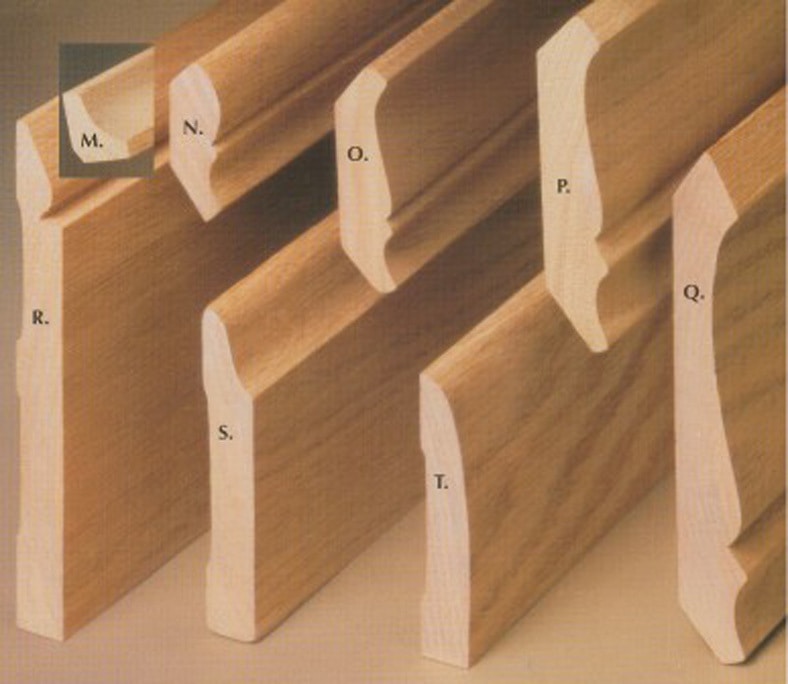
Molding Styles #3
NOFMA Clear Red Oak

NOFMA Select Red Oak

Red Oak

Red Oak #1

Select Ash

Select Cherry

Select Hickory

Select Maple

Select Red Birch

Select Red Oak

Select Walnut

Select White Oak

Walnut

White Oak
Learn More About Our
Professional Sanding & Refinishing
We Set
High Expectations for a Site Finished Floor
Our Detailed process ensures top quality results.
Whether your floor is newly installed, or it is an existing floor that is to be refinished, the same basic steps are taken.
First, we “rough off”, i.e. sand with heavy grit sandpaper. For this sanding we use the ″big machine″, or belt sander. This first pass with the big machine removes all unevenness on a new floor or old finish on an existing floor. The big machine can only sand within 6″ or so of the walls, so we sand the perimeter of the floor with an edge sander that can sand right up to the baseboard.
After the initial sanding pass is complete, we vacuum the floor to remove any small debris. Then we fill the floor as needed with hardening wood patch. The wood patch comes in many colors to match various species, and blends right in with the wood. Old existing floors are often too loose, that is, the individual planks move slightly when walked upon, to be filled. The movement causes the filler to crack and pop out over a short period of time.
Once the floor is filled and the filler is dry, we “fine off” i.e. sand with a finer grit sandpaper with both the edger and the big machine. Occasionally, depending upon the species of the wood flooring or the condition of the floor, a pass with medium grit sandpaper is warranted. For example, cherry or maple, because of their finer grain, require a finer sanding than red oak. In order to end at the finer grit, we must use a medium grit paper to remove the sanding marks from the heavy grit sand paper.
After the fine off, detail areas around door jambs and room corners are scraped and hand sanded to blend with the rest of the floor. The floor is then buffed with a sanding screen to blend the areas where the big machine and edge sanding meet. If the floor is to be finished without stain, we then apply the first seal coat of finish after a thorough vacuuming. If the floor is to be stained, the perimeter is sanded with random orbital sanders before buffing to further blend the two areas. If the floor is to be stained a dark color, it is “water popped” after buffing. This involves wetting the floor with water, then allowing the floor to dry. This wetting causes the pores of the wood to open, allowing a dark stain to penetrate to its full potential. After the stain has dried, the floor is buffed with a non-abrasive pad to remove any lint, then seal coated.
After the seal coat has dried, the first top coat is applied. Once this first coat has dried as per manufacturers recommendations and as job site conditions permit, the finish is buffed with an abrasive screen or pad. This abrading smooths the first coat, removes imperfections, and ensures the adhesion of the final top coat. After abrading, the floor is thoroughly vacuumed, tack mopped, and then we apply the final coat of finish. Once this coat is dried and sufficiently cured, you are free to enjoy your floor! We hope this brief overview of our sanding and finishing process has been helpful to you. It is quite a process, but entirely necessary to ensure top quality results.
We Set High Expectations For ourselves.
It is important to understand ahead of time the realistic expectations for a site finished wood floor.
There are many complexities that enter into the equation of applying finish to a wood floor in an uncontrolled environment, such as a house. On the finish end these complexities include: use of the proper applicators per the finish manufacturers’ recommendations, dry time of the finish, cure time of the finish, and proper usage and spread rates per the finish manufacturers’ recommendations, to name a few. On the uncontrolled environment end, these complexities include: temperature, relative humidity, flooring layout, air flow from HVAC systems and otherwise, airborne particles, and human agents, among other things.
Floor finishes are manufactured to perform for different purposes and applied using different methods than furniture or cabinet finishes. For this reason, in conjunction with the finish being applied in an uncontrolled environment, the final results for wood floor coatings are completely different from cabinets or furniture that are finished in a controlled environment. We do not walk on furniture or cabinets, nor do we eat on our wood floors. Wood floor finish is designed to be walked on and to sustain much heavier traffic and use than furniture or cabinet finish, and hence it does not look or perform like a highly polished kitchen table. It is unrealistic to think that the finish on furniture or cabinets will perform the same as wood floor finishes. Conversely, it is unrealistic to think that a site finished floor will end up looking like furniture or cabinets or to inspect a site finished floor like a furniture polish.
Due to these factors, there will inevitably always be some amount of minor inconsistencies or irregularities in the finished product with site finished wood floors, despite our best efforts to control these factors and the environmental conditions as much as possible. That being said, we constantly strive to do everything within our control to minimize any such irregularities and to provide the highest quality finished product possible. This begins with shutting off the HVAC system and using vacuums and cyclone dust containment systems on our edge sanders while sanding to limit the amount of airborne dust as much as possible during our sanding process. After sanding is complete, we thoroughly vacuum and tack mop the floors and vacuum or wipe down any other areas where dust may have settled during the sanding process, such as baseboards, walls, window sills, HVAC vents, and counter tops. Prior to applying a coat of finish, we vacuum ourselves off as well to remove any dust, debris, or loose hairs to eliminate as much as possible anything that may fall off of us into the finish during application of the finish. During the application process, we keep a careful eye out and remove any imperfections that we see. Also, we again shut off the HVAC system and keep windows and doors shut during the application process in order to limit air flow and airborne particles settling in the wet finish and to allow the leveling agents in the finish to do their work without the finish drying too quickly.
All of these efforts contribute to ensuring the highest quality end product possible.